

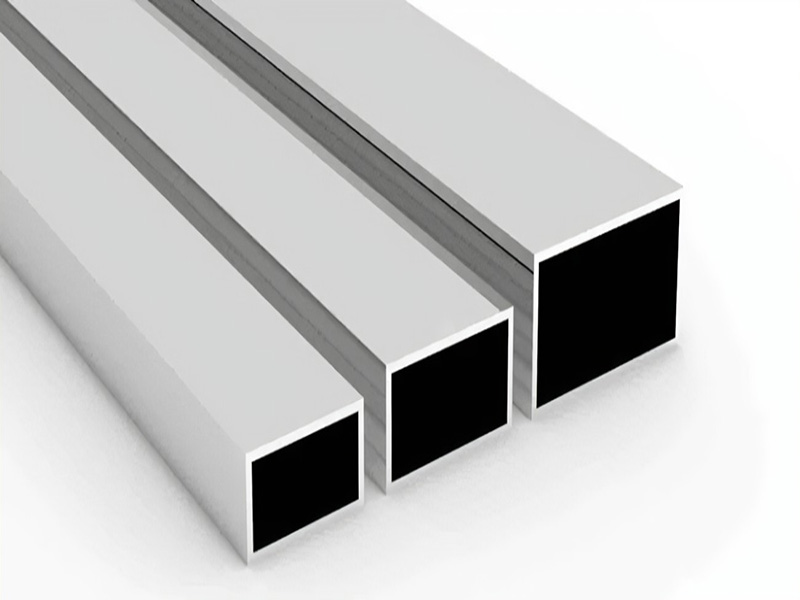
Various aluminium and aluminium alloy fittings for the furniture industry, automotive brake pumps, aluminium pistons, motorbike carburettors, aluminium and aluminium alloy die castings, castings, etc. After hard anodising, the hardness of the product can be higher than HV400, the thickness of the oxide film is above 5-200um, which can significantly improve the hardness and wear resistance of the product, and various colours of oxide treatment can be provided according to the user’s needs.
Aluminum (pure aluminum) and aluminum alloy (silicon aluminum, magnesium aluminum) after low temperature hard oxidation, the surface of the hardened film — anodic oxidation film, with high hardness, its microhardness HV=350 ~ 500KG/ mm2 (400 times higher than the matrix hardness), the thickness of 35 ~ 55µm or so. Because the oxide film has anticorrosion, protection, decoration and wear resistance, insulation (when the film thickness is 35µm, its breakdown voltage is 450V, such as the use of phenolic resin sealing hole, its breakdown voltage can be increased 1 ~ 2 times, insulation resistance value is 500 ~ 1000K ω). Therefore, it is widely used in industry (such as cylinder, piston) and electronics (such as ultrasonic high-frequency welding head), electrical products. And because the oxide film has good absorbability and coating and organic layer can be firmly combined, so it is commonly used in household non-stick kitchen utensils, cookers and frying pans.
Aluminum alloy sulfuric acid anodic oxidation oxidation film quality: aluminum alloy sulfuric acid anodic oxidation oxidation film quality, corrosion protection performance depends on the composition of aluminum alloy, film thickness and anodic oxidation process conditions, such as temperature, current density, water quality and anodic oxidation after the filling and sealing process. In order to reduce or avoid anodic oxidation fault and improve product quality, effective measures should be taken from the fine point. (1) for different aluminum alloy, such as casting molding, calendering molding or mechanical processing molding or after heat treatment welding process, according to the actual situation to choose the appropriate pretreatment method. For example, the cast aluminum alloy surface, its non-machined surface should generally be sandblasted or shot blasting to remove its original oxide film, sand and so on. Aluminum alloy with high silicon content (especially cast aluminum) should be etched and activated by nitric acid solution containing about 5% hydrofluoric acid, so as to effectively maintain good activated surface and ensure the quality of oxide film. Aluminum alloy of different materials, bare aluminum and pure parts or aluminum and aluminum alloy parts of different sizes and specifications, generally should not be oxidized in the same tank.
(1)For lap, spot welding or riveted aluminum alloy components, aluminum alloy parts in the anodic oxidation process is easy to form air pocket is not easy to exclude, from quality considerations, generally not allowed to use sulfuric acid anodic oxidation process.
(2) Fixture material must ensure good conductivity, generally choose duraluminum-alloy rod, plate to ensure that there is a certain elasticity and strength. Copper or copper alloy should be used as the retractor. The used special or universal fixture must be removed completely to ensure good contact if it is used again during anodic oxidation treatment. Fixture should ensure enough conductive contact area, and minimize fixture imprint. If the contact surface is too small, it will cause burning and erosion of anodized parts.
(3) The temperature of sulfuric acid anodic oxidation solution must be strictly controlled, the best temperature range is 15 ~ 22℃. In the anodic oxidation process of sulfuric acid, compressed air should be used to stir, and refrigeration device should be equipped. In the absence of refrigeration unit, the addition of 1.5%-2.0% glyceric acid, oxalic acid, lactic acid and other carboxylic acids in sulfuric acid electrolyte can make the temperature range of anodic oxidation solution exceed 35℃ and avoid or reduce the loose or powder of oxide film. Some process test and production practice has confirmed that adding suitable amount of carboxylic acid in sulfuric acid anodizing electrolyte or glycerol can effectively reduce the adverse impact of the reaction heat effect and can decrease the thickness of the oxide film and hardness increase the anodic oxidation under the condition of the temperature of the electrolyte allowable limit, on the premise of guarantee quality, improve production efficiency. In addition, under the condition of constant temperature control, effective control of anode current density should be paid attention to in order to better ensure the quality of oxide film.
(4) The water quality used by sulfuric acid anodic oxidation electrolyte and the harmful impurities in the electrolyte must be strictly controlled. Tap water is not suitable for anodic oxidation solution of sulfuric acid, especially the turbid tap water with high content of Ca2+, Mg2+, SiO32- and Cl-. In general, the concentration of Cl- in water up to 25mg/L will produce harmful effects on the anodic oxidation treatment of aluminum alloy. Cl-(including other halogen elements) can destroy the formation of oxide film, or even form no oxide film at all. Sulfuric acid anodic oxidation should choose softened water, deionized water or distilled water, Ccl- in the electrolyte ≤15mg/L, total minerals ≤50mg/L.
In the anodic oxidation process of sulfuric acid solution, oil foam and suspended impurities will be produced, which should be removed regularly. Other common harmful impurities in sulfuric acid anode oxidation solution include Cu2+, Fe3+, Al3+ and so on. If the impurity content exceeds the allowable content, it will produce harmful effects. Part or all of the sulfuric acid solution can be replaced to effectively ensure the anodic oxidation quality of aluminum alloy sulfuric acid.
Aluminum alloy sulfuric acid anodic oxidation treatment is widely used and mature corrosion protection decoration treatment process, as long as the strict implementation of technological conditions, serious operation, sulfuric acid anodic oxidation film quality is completely guaranteed.
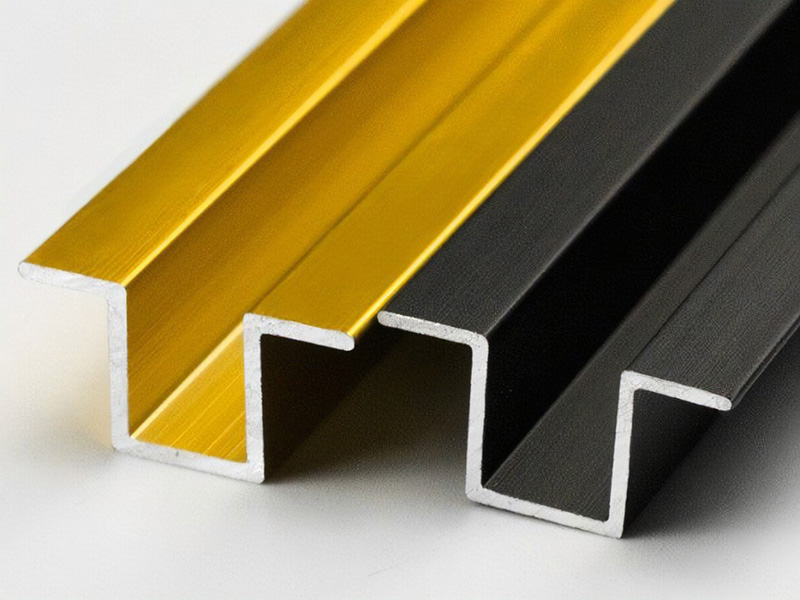
Hard anodized film features high film thickness uniform hardness, according to different materials hardness can reach HC400-1000, corrosion resistance, neutral salt spray test can reach thousands of hours. The maximum thickness of the film is up to 250um, and the appearance is grayish brown to black.
Oxalic acid oxidation products can get a thick oxide film with a maximum thickness of 60um good elasticity, small porosity, good electrical insulation, high hardness and corrosion. Silver white, brass or bronze film can be obtained directly on pure aluminum and aluminum alloy.
2-5um thickness of acid oxide film. The film is soft and elastic, and the film is white, dark gray to rainbow color

For Further Details,Please Feel Free To Contact Us: