

For example, pickling, chemical polishing and electrolytic polishing are integrated to form a new stainless steel polishing process. This process can significantly reduce environmental pollution, achieve the bright color of stainless steel like a mirror, and has superior comprehensive performance. From the cost of the three polishing processes, mechanical polishing is higher, electrochemical polishing is the second, and chemical polishing is the lowest. The high cost of mechanical polishing process lies in the equipment, auxiliary materials and power consumption required for high-temperature pickling and mechanical polishing. The cost of chemical polishing is low, and there is no choice for the geometry of stainless steel products. Even if the shape is complex, the products can achieve mirror brightness. However, it is found from practice that compared with electrolytic polishing, the surface of chemical polishing is not as delicate as electrolytic polishing, and the color is silver and white. It is not as beautiful and beautiful as electric polishing. However, for products with complex geometry, due to the influence of power line distribution, the color of parts with weak distribution is not as good as chemical polishing. If chemical polishing and electrolytic polishing are integrated, they can learn from each other, The polishing effect is better. That is, acid pickling, chemical polishing and electrolytic polishing can be integrated to achieve better results.
Acid pickling, chemical polishing and electrolytic polishing are integrated. In order to reduce the environmental pollution and human harm caused by the materials used, the stainless steel polishing is compared and analyzed by using various raw material formulas to remove the highly polluting chromic anhydride and hydrofluoric acid, as well as the nitric acid containing nitrogen oxides containing harmful substances. Only phosphoric acid is retained. Although the wastewater treatment is difficult, it can also be treated. The New stainless steel polishing process with phosphoric acid and sulfuric acid as the main body has the advantages of low environmental pollution and low cost. After treatment, the corrosion resistance of the products can also be improved, with fine surface, bright mirror and beautiful color. The traditional oil removal process generally uses high-temperature pickling after oil removal. The acid washing solution is generally composed of hydrochloric acid and sulfuric acid. Its main function is to remove oxide skin and improve the smoothness of products. However, high-temperature pickling takes a long time, which not only makes the production cost high, but also the volatility of hydrochloric acid is large, which not only pollutes the environment, but also corrodes the equipment. Using this combined process, a New stainless steel polishing process is composed of phosphoric acid and sulfuric acid. Except that the electrolytic polishing process needs medium temperature, the other processes are carried out at room temperature, and good results can be achieved. That is, the combination of pickling, chemical polishing and electrolytic polishing makes the overall performance superior and the application prospect optimistic.
Degreasing → water washing → pickling → water washing → chemical polishing → water washing → electrolytic polishing → water washing → passivation → water washing → neutralization → water washing → drying
(1) Degreasing solution: 30 g / L sodium hydroxide, 20 g / L sodium carbonate, 50 g / L trisodium phosphate, 5 ml / L OP emulsifier, normal temperature, t is 10 ~ 15min;
(2) Chemical polishing solution: phosphoric acid 250 ~ 340 ml / L, sulfuric acid 180 ~ 220 mL / L, hydrogen peroxide 60 ~ 100 ml / L, AP-1 stabilizer 30 ~ 50 ml / L, ZP corrosion inhibitor 10 ~ 20 ml / L, water 270 ~ 470 ml / L, room temperature, t is 5 ~ 10min;
(3) Pickling solution: sulfuric acid 150 ~ 250 ml / L, phosphoric acid 290 ~ 370 ml / L, water 380 ~ 560 ml / L, room temperature, t 5 ~ 10min;
(4) Neutralization Solution: 5% sodium carbonate solution;
(5) Passivation solution: 50 ml / L citric acid passivation solution;
(6) Electrolytic polishing solution: phosphoric acid 300 ~ 350ml / L, sulfuric acid 180 ~ 220ml / L, ZP corrosion inhibitor 10 ~ 20ml / L, water 470 ~ 550ml / L, room temperature, current density 0.5 ~ 1 A / DM2, time t 5 ~ 10min;
(1) The function of degreasing liquid is to weaken the adhesion of oil dirt on the surface of stainless steel and separate into the solution through the joint action of various reagents with the help of the wetting, emulsifying, penetrating and dispersing ability of surface active components, so as to achieve the purpose of removing oil dirt and cleaning the surface. Creates a clean metal surface for subsequent processes. The degreasing liquid selected in this process has the advantages of convenient use, fast oil removal speed, no corrosion to metal and good corrosion inhibition.
(2) The function of chemical polishing agent is to replace the polluting nitrogen oxide Nitric Acid and retain only phosphoric acid by virtue of the strong oxidation of hydrogen peroxide in the polishing solution. Hydrogen peroxide can change the structure of oxide film on the surface of stainless steel that is difficult to dissolve in acid washing solution, so as to remove the oxide not removed by pickling, Thus, the stainless steel surface can obtain a better silver white mirror brightness.
(3) The function of pickling solution is to remove the oxide scale on the surface of stainless steel. The pickling process adopted in this process is conducive to the removal of thick oxide film, which is relatively complete. For the original pickling process composed of hydrochloric acid and sulfuric acid, the washing time is too long, and the temperature of the acid solution is also high. Although the effect of removing the oxide scale on the surface of stainless steel is good, the production cost is high, the hydrochloric acid is more volatile after heating, the acid mist emitted pollutes the environment and endangers human health, and the thicker oxide scale of the product is not completely removed. Using phosphoric acid instead of hydrochloric acid can better remove oxide scale with low cost. Pickling at room temperature is adopted.
(4) The function of neutralizing solution is to neutralize stainless steel after passivation. If it is not neutralized and washed with water, a part of the acid solution will remain on the surface of stainless steel, and its volume fraction is far lower than that of citric acid passivation solution in citric acid passivation solution. It will not only fail to passivate, but also destroy the passivation film on the surface of stainless steel, greatly reducing the corrosion resistance of stainless steel surface, It may even be lower than the corrosion resistance of stainless steel surface without passivation treatment, so neutralization treatment is required.
(5) The function of passivation solution is to form a corrosion-resistant film on the surface of stainless steel, reduce electrochemical corrosion and improve the corrosion resistance of products. At the same time, the surface of stainless steel is easy to passivate like other metals. After electrolytic polishing, the surface is exposed to metals with active properties. At this time, if the surface is passivated with passivator, it can prevent it from absorbing other corrosive substances, preventing the surface from being corroded and darkening.
(6) The function of electropolishing fluid is to significantly improve the brightness of the surface, remove burrs and increase the smoothness of the surface. The electrolytic polishing liquid has the advantages of high polishing efficiency, long-term gloss after polishing, strong polishing depth, stable polishing liquid, low pollution, low energy consumption, low cost, easy maintenance and wide application range.
For acid washing solution, chemical solution and electrolytic polishing solution, according to their respective formulas, first add a certain amount of water into the container, then add phosphoric acid and sulfuric acid into the container in order, and evenly stir the solution until the solution is cooled to room temperature, so as to complete the preparation of acid washing solution. If hydrogen peroxide is added on this basis The corrosion inhibitor and stabilizer are stirred at the same time to mix the solution evenly to form a chemical polishing solution. For the electrolytic polishing solution, as long as on this basis, add an appropriate amount of polyethylene glycol dissolved in hot water at about 90 ℃ while stirring, dilute the solution and add water, and then add corrosion inhibitor while stirring, so as to complete the solution preparation.
Hydrogen peroxide has strong oxidizability. Adding hydrogen peroxide to the chemical polishing solution can change the structure of oxide film on the surface of stainless steel that is difficult to dissolve in acid washing solution, so as to remove the oxide scale that has not been removed and the gray film and black slag of welding parts. Make the stainless steel surface obtain better silver white mirror brightness and superior performance.
Sulfuric acid is a strong inorganic acid, which can be completely ionized in solution, which helps to improve the conductivity of polishing solution. Sulfuric acid has good dispersion, which can improve the dispersion ability of solution and anode current efficiency, and make the surface of stainless steel polished evenly. After heating, the sulfuric acid etching ability will be greatly improved, which is conducive to the formation of diffusion layer [5]. When the sulfuric acid content is too low, the surface of stainless steel products is difficult to achieve leveling, and the polishing quality is low. When the sulfuric acid content is too high, it will cause corrosion, reduce the smoothness of stainless steel surface and shorten the service life of polishing solution. Sulfuric acid has a weak ability to dissolve metal oxides at room temperature, and its erosion ability can be greatly improved after heating. When a certain amount of sulfuric acid is added to the phosphoric acid solution, the mixed solution can not only remove the ash film, black slag and oxide skin at the welding joint, but also improve the polishing speed and brightness. The dosage of sulfuric acid should be controlled at 150 ~ 250 ml / L.
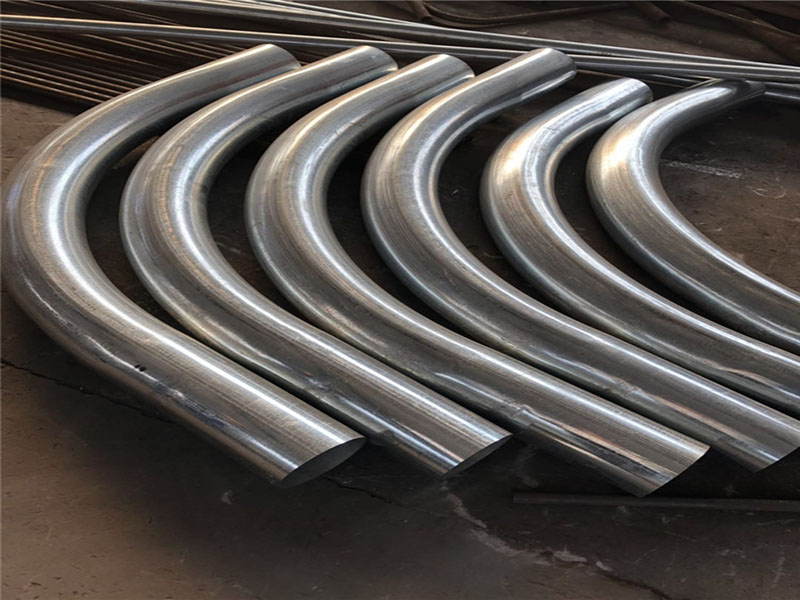
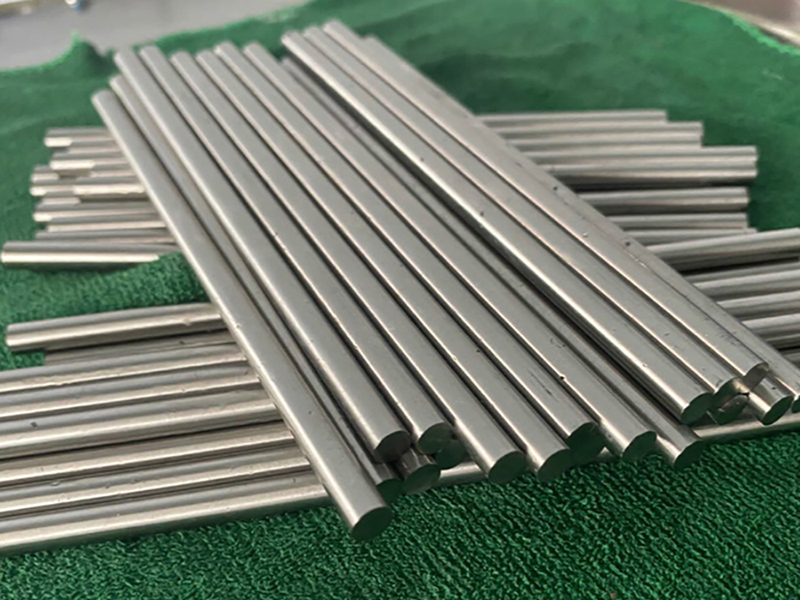
new stainless steel polishing process
For electrochemical polishing with traditional formula, it is generally phosphoric acid, sulfuric acid and chromic anhydride system. This method not only reduces the amount of phosphoric acid and sulfuric acid, but also removes the composition of chromic anhydride. Polyethylene glycol thickener is added to replace the traditional process containing chromic anhydride. Polyethylene glycol is a high molecular polymer. Although the amount of polyethylene glycol is small in electrochemical polishing, it has remarkable effect. It forms a viscous protective film on the surface of stainless steel and can also regulate the viscosity of the solution. When the content is low, the dissolution speed of the surface is accelerated, the polishing is uneven, it is not easy to form a protective film, and the leveling effect is also poor. When the content is too high, the temperature rises quickly, the solution resistance is large, the power consumption is large, and the surface dissolution is difficult. The content of polyethylene glycol shall be controlled at 4 ~ 8g / L.
Phosphoric acid is a medium strength acid with low acidity. It is the main component of stainless steel polishing solution and has less corrosion to metals. In the polishing process, it can not only dissolve, but also form a layer of insoluble phosphate conversion film on the surface of stainless steel to prevent excessive dissolution of stainless steel. Make it achieve the effect of being flat and bright. When the phosphoric acid content is lower than 300ml / L, the viscosity of the polishing solution is small, the conversion film is thin, the ion diffusion speed is fast, and the metal dissolution is fast, which is not conducive to the leveling and polishing of the stainless steel surface. When the phosphoric acid content is high, not only the viscosity of the solution increases, the cost increases, but also the polishing speed and the brightness of the sample decrease. The dosage of phosphoric acid should be controlled at 300 ~ 350ml / L.
The stabilizer in the chemical polishing solution can maintain the stability of hydrogen peroxide in the chemical polishing solution and effectively prevent the interference of solid particles such as oxide scale in the chemical polishing solution, gray film and black slag at the welding joint. These solid particles are easy to cause the decomposition of hydrogen peroxide, thus shortening the service life of the chemical polishing solution.
The corrosion inhibitor of New stainless steel polishing process is to control the reaction speed of stainless steel, prevent over corrosion and reduce the corrosion loss of stainless steel. The corrosion inhibitor can not only prevent the growth of the protective film on the surface of stainless steel from being too thick, but also help the stainless steel surface to obtain a pleasant luster.
New stainless steel polishing process requires medium temperature for electropolishing. The surface brightness of stainless steel is closely related to the temperature of electropolishing solution. In electropolishing, the leveling rate of polishing increases with the increase of temperature. As the viscosity of the polishing solution decreases when the temperature increases, the thickness of the mucous membrane on the surface of stainless steel decreases. When the temperature is higher than 60 ℃, the polishing solution will overheat, causing corrosion or stripes on the anode surface and affecting the polishing quality. When the temperature is lower than 40 ℃, the viscosity of the solution will increase, which is not conducive to the diffusion of dissolved products, the polishing and leveling effect will decline, and there may be fog on the stainless steel surface. The polishing temperature is 40 ~ 60 ℃.

For Further Details,Please Feel Free To Contact Us: